
Ĉi-semajne, ni havos enkondukon al la teknikoj de volvado de metaligitaj filmkondensatoroj. Ĉi tiu artikolo prezentas la koncernajn procezojn implikitajn en ekipaĵo por volvado de filmkondensatoroj, kaj donas detalan priskribon de la ŝlosilaj teknologioj implikitaj, kiel ekzemple streĉkontrola teknologio, volvkontrola teknologio, demetaliga teknologio kaj varmosigela teknologio.
Filmkondensatoroj estas uzataj pli kaj pli vaste pro siaj bonegaj karakterizaĵoj. Kondensatoroj estas vaste uzataj kiel bazaj elektronikaj komponantoj en elektronikaj industrioj kiel ekzemple hejmaj aparatoj, ekranoj, lumigaj aparatoj, komunikaj produktoj, elektroprovizoj, instrumentoj, mezuriloj kaj aliaj elektronikaj aparatoj. Ofte uzataj kondensatoroj estas paperaj dielektrikaj kondensatoroj, ceramikaj kondensatoroj, elektrolizaj kondensatoroj, ktp. Filmkondensatoroj iom post iom okupas pli kaj pli grandan merkaton pro siaj bonegaj karakterizaĵoj, kiel ekzemple malgranda grandeco, malpeza pezo, stabila kapacitanco, alta izola impedanco, larĝa frekvenca respondo kaj malgranda dielektrika perdo.
Filmkondensatoroj estas malglate dividitaj en: lamenigita tipo kaj volvita tipo laŭ la malsamaj manieroj de kerna prilaborado. La ĉi tie prezentita filmkondensatora volva procezo estas ĉefe por volvi konvenciajn kondensatorojn, t.e. kondensatorajn kernojn faritajn el metala folio, metalizita filmo, plasta filmo kaj aliaj materialoj (ĝeneraluzeblaj kondensatoroj, alttensiaj kondensatoroj, sekurecaj kondensatoroj, ktp.), kiuj estas vaste uzataj en tempigaj, oscilaj kaj filtraj cirkvitoj, altfrekvencaj, altaj pulsaj kaj altaj kurentoj, ekranaj monitoroj kaj kolortelevidaj liniaj inversaj cirkvitoj, elektroprovizaj krucliniaj bruoreduktaj cirkvitoj, kontraŭinterferaj okazoj, ktp.
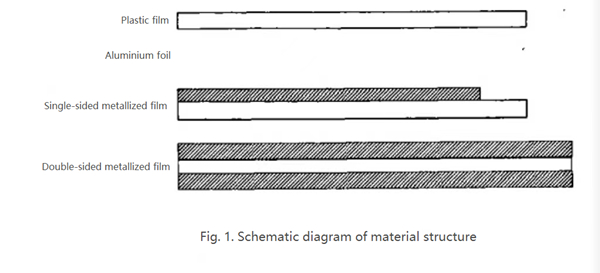
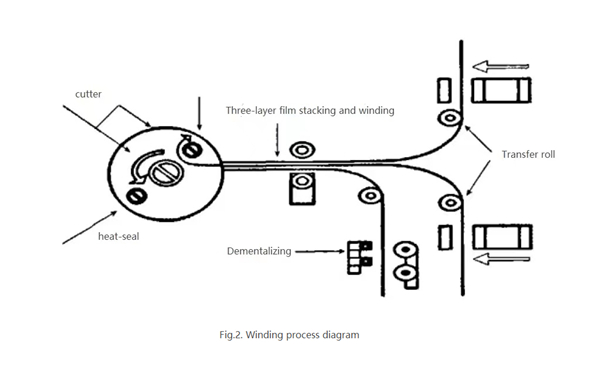
Sekve, ni detale prezentos la volvadprocezon. La tekniko de kondensatora volvado konsistas el la volvado de metala filmo, metala folio kaj plasta filmo sur la kerno, kaj la metado de malsamaj volvadturnoj laŭ la kapacito de la kerna kondensatoro. Kiam la nombro de volvadturnoj estas atingita, la materialo estas fortranĉita, kaj fine la rompo estas sigelita por kompletigi la volvadon de la kerna kondensatoro. La skemo de la materiala strukturo estas montrita en Fig. 1. La skemo de la volvadprocezo estas montrita en Fig. 2.
Ekzistas multaj faktoroj, kiuj influas la kapacitancan rendimenton dum la volvanta procezo, kiel ekzemple la plateco de la materiala pendanta pleto, la glateco de la surfaco de la transira rulpremilo, la streĉiteco de la volvanta materialo, la malmetaliga efiko de la filmmaterialo, la sigela efiko ĉe la rompo, la maniero de stakado de la volvanta materialo, ktp. Ĉiuj ĉi tiuj havos grandan efikon sur la rendimentan testadon de la fina kondensatora kerno.
La kutima maniero sigeli la eksteran finon de la kondensatora kerno estas per varmosigelado per lutilo. Per varmigo de la pinto de la lutilo (la temperaturo dependas de la procezo de malsamaj produktoj). Ĉe malrapida rotacio de la rulita kerno, la pinto de la lutilo kontaktas la eksteran sigelan tavolon de la kondensatora kerno kaj sigelas ĝin per varma stampado. La kvalito de la sigelado rekte influas la aspekton de la kerno.
La plasta tavolo ĉe la sigela fino ofte akiriĝas laŭ du manieroj: unu estas aldoni tavolon de plasta tavolo al la volvaĵo, kio pliigas la dikecon de la dielektrika tavolo de la kondensilo kaj ankaŭ pliigas la diametron de la kondensila kerno. La alia maniero estas forigi la metalan filman tegaĵon ĉe la fino de la volvaĵo por akiri la plastan tavolon kun la forigita metala tegaĵo, kio povas redukti la diametron de la kerno kun la sama kapacito de la kondensila kerno.
Afiŝtempo: 1-a de marto 2022